
お客さまPROFILE

トヨタのランドクルーザー、ハイエース、RAV4 などに搭載されている自動車用エンジンの鋳鉄・アルミ鋳造部品などを生産している株式会社豊田自動織機東知多工場(以下、豊田自動織機)さま。エンジン事業部では「人と社会、地球環境のためになるエンジンを創ろう」というビジョンを掲げております。
プロジェクトメンバー
豊田自動織機

鋳造部菊永 勝寛
中部電力ミライズ

ものづくり革新部山川 拳志郎

ものづくり革新部嶋本 太郎
index
多層塗型化に伴い、
エネルギー使用量や作業負担増加がネックに
豊田自動織機さまでは、⾧期・安定的なエンジン供給ができる生産体制の構築に取り組んでいます。
そんな中、金型の表面性能や鋳造品質の安定性向上を目的として、塗型の吹き付け回数を1層(初期昇温、塗型から焼成)から多層塗型(初期昇温、塗型、再昇温×塗型回数から焼成)へと変更しました。
鋳造では、高温で溶かし液体となったアルミ(溶湯)を金型へ流し込み、冷やして固め、型から外して製品を作ります。
塗型は、溶湯を流し込む前段階の準備として金型表面に塗料を塗布する作業で、金型をアルミ溶湯から保護するほか、型から外しやすくする(離型性)、溶湯内のガスなどを逃がす(通気性)などを目的としており、層を増やすことで摩耗しても均一な層ができ、安定した稼働と品質確保の両立が可能となります。
しかし、塗型工程では焼成が付随するため、加工回数だけ昇温工程が発生します。そのため、さまざまな課題が浮上しました。
エネルギー効率と作業効率を
両立させる、
チャレンジングなプロジェクト
豊田自動織機さまから相談を受けた中部電力ミライズでは、より効率的な赤外線ヒータの研究開発をおこなっていました。それが赤外線×熱風のハイブリッド塗型昇温ブースです。
中部電力
ミライズ
「要件を最初にお伺いした時は、率直に言えば難しそうだと感じました。塗型の多層化は、他の鋳造メーカーではあまりおこなわれておらず、チャレンジングなプロジェクト。一方で、「次世代のモノづくりでは高い昇温性が求められるだろう」と私たちは予測していたため、赤外線×熱風のハイブリッド加熱の研究は進めていたのです。この研究成果を実践に活かせるのでは、と考えました」

高い昇温性を確保するためには、ヒータ自身のハイパワー化が必要です。しかし、単純に赤外線ヒータのみをハイパワーにしても、ヒータ自身の寿命が極端に短くなってしまいます。そこで、これまでの多様な設備開発の知見を活かし、赤外線ヒータと熱風ヒータを組み合わせ、ヒータを保護しながら、高出力・高効率な加熱を必要な時だけ実施できるハイブリッド加熱器をご提案しました。
豊田
自動織機さま
「以前は電気式の熱風炉で金型を予熱してから塗型をおこなっていました。炉内空間が温まった後に大型の扉を開けて金型を投入するため、エネルギー損失が大きいことが難点。赤外線は金型のみを温めるため、その懸念が払しょくされます。ハイブリッド方式を最初にご提案いただいた時は、非常に理にかなっていて直感的に良いな、と感じました」
赤外線と熱風による
ハイブリッド加熱器の研究成果を実践へ
赤外線×熱風のハイブリッド塗型昇温ブースは、1,000℃を超えるヒータに対し、やや低温の熱風を投入することによって炉内に対流を起こすことで、焼成に必要な温度を保持しながらヒータ温度を下げるという仕組みです。熱風ヒータは、赤外線ヒータ上部に設置された反射板を狙うことでヒータ管を保護しています。
赤外線ヒータは、1本あたり6kW の高出力なヒータを採用しました。エネルギー削減量と目標温度、作業時間とを勘案し、何度も試験を繰り返した上で、高出力なヒータがベストであると結論付けました。赤外線波⾧は、最大出力に到達するまでが早い点、通電による抵抗変化が少ない点、塗型との吸収波⾧が良い点から、中赤外線波⾧を選定しました。

中部電力
ミライズ
「ヒータの選定時は、出力4kWのヒータと出力6kWのヒータが候補に挙がりました。お客さまにとって費用対効果の高いご提案をしたかったため、4kWのヒータを最有力と想定していましたが、多層塗型では出力不足で加熱が難しいと分かりました。結果として6kWのトリプルヒータを採用しましたが、複数回の検証を経て選定したため、豊田自動織機さまにも納得感を持って導入いただけたと思います」
豊田
自動織機さま
「満足のいく結果が出るまで加熱試験をするなど、親身になって対応していただけました」
加熱器の提案に加え、
お客さま設備標準に準拠したヒータブースも開発
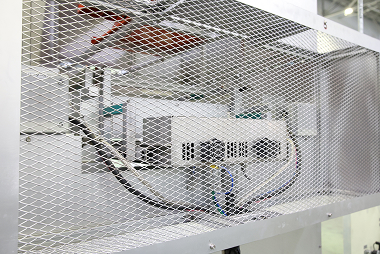
昇温効率をより高めるために、赤外線×熱風のハイブリッド加熱器の開発と同時に、金型を収める断熱ブースも開発しました。内部の断熱ボードと外壁との間に空間を設け、空気層を作ることでさらに断熱効果をアップさせたほか、安全規程にのっとり、ブース外壁温度が70℃以下となるよう設計しています。
他にも、金型投入時に使用する台車車輪の耐熱温度は200℃のため、遮熱版を設置したり、加熱ブース下部に隙間を作ることで熱をすべて上部へ集約(ドラフト効果)させたりと、さまざまな工夫が施されています。
また、断熱ブースは作業者の方が扉の開閉をするなど接触するものでもあるので、実際に現場の方々の意見を直接聞いて図面に反映しました。また、豊田自動織機さま独自の設備基準も細かく定められているため、それらについても1つずつ確認し、反映しています。
中部電力
ミライズ
「お客さま設備標準に準拠した付帯設備の開発は、チャレンジングな取り組みでしたが、加熱器のみを部品として納品するだけでなく、1つの設備としてワンストップで開発をおこなうことで、お客さまの調整にかかるご負担を軽減できると考えています」
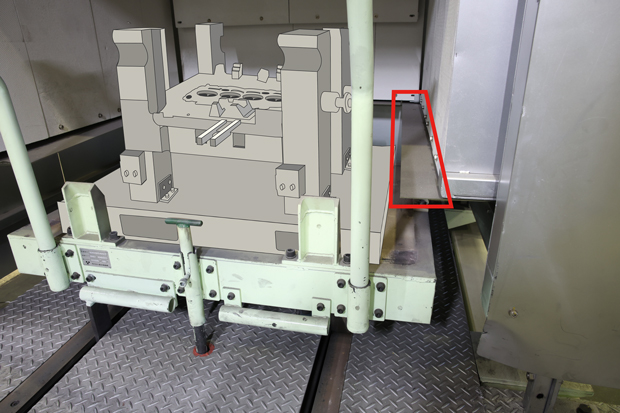
スライド引き抜きができるヒータユニットを製作


作業者の操作性や安全性を重視し、細部に工夫をこらしています
昇温時間や塗型回数増の
制約がある中でのトライ&エラー
試作機の1回目の試験は、キックオフミーティングからわずか3ヶ月後に実施しました。最初は塗型をしていない金型で試験を進めていましたが、塗型した金型での試験では、昇温時間が⾧くなることが判明。多層にしたことで断熱性が高まり、金型へ熱が届きにくくなったことが原因でした。
また、塗型は金型温度が180℃から250℃という決められた温度帯で吹き付けることが重要ですが、液体を吹き付けるため冷却効果があり、蓄熱量が低いとすぐに温度が低下してしまいます。180℃以下になると塗型材の性質上、塗型作業ができなくなるため、金型の蓄熱量を十分に確保する必要もありました。
そこで、予熱・塗型・焼成といった作業工程の必要時間を調整したり、設備の仕様を変更したりと、改善方法を検討し、目標温度をクリアしました。さらに複数回のトライにより金型や設備の温度を取得することで、温度管理の自動制御を実現。作業者による設定操作を省くことができました。
豊田
自動織機さま
「簡単な操作であってもいろいろな作業が絡み合ってくると、作業者にとっては大きな負担になってしまうので、操作はなるべく簡単に、と考えていました」
中部電力
ミライズ
設備は、低コスト化や省エネ化はもちろんですが、現場の方々の使いやすさも重要事項です。現場から管理者、経営者まですべての方々が納得できる設備開発を目指しています」
エネルギー使用量の削減とともに、省力化や安全性確保にも寄与
塗型工程のうち、初期昇温と最後の焼成を含まない再昇温のみを電気炉から赤外線×熱風のハイブリッド塗型昇温ブースに転換したことで、さまざまな効果をもたらしました。
(1)エネルギー使用量の削減
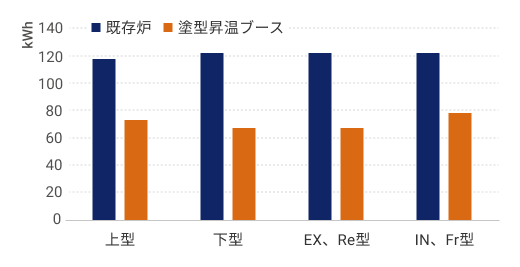
再昇温と入子の焼成など一部の昇温工程を、電気炉(78kW)から赤外線×熱風のハイブリッド塗型昇温ブース(42kW)へと変換したことで、工程全体の電力使用量が約17%削減できました。
また、将来的に全ての塗型予熱工程(初期昇温、再昇温、焼成)を赤外線×熱風のハイブリッド塗型昇温ブースに転換した場合、工場内の実機を使ったトライの結果では、右図のように、40%程度(CO2 排出量 5.0 t-CO2/月)のエネルギー使用量を削減できる見込みです。
(2)省力化
多層塗型化によって、電気炉だと1日に40 回必要だと想定された金型移動のためのウォーキーリフト運搬回数が、塗型ブースと加熱ブースを隣接させ台車によるスライド移動を可能としたことで、1日12 回に低減することが見込まれています。
また、多層塗型により、金型の⾧寿命化にも成功。850 ショットだった鋳造回数限度が、1,100 ショットとなりました。
既存
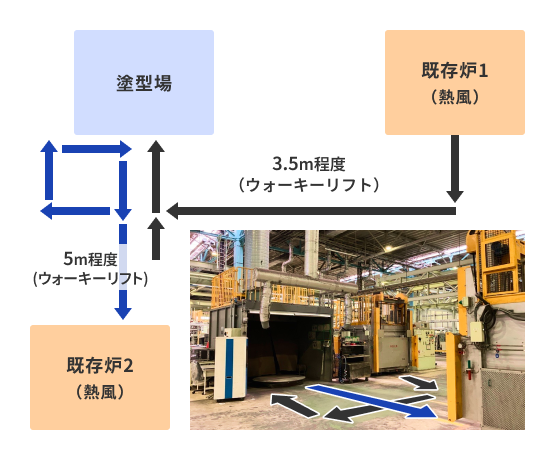
ポイント
- 300kg金型をウォーキーリフトで搬送
(リフトの向き操作、塗型場と炉の距離が離れており、移動が複雑) - 移動回数は1日40回程度想定
新規
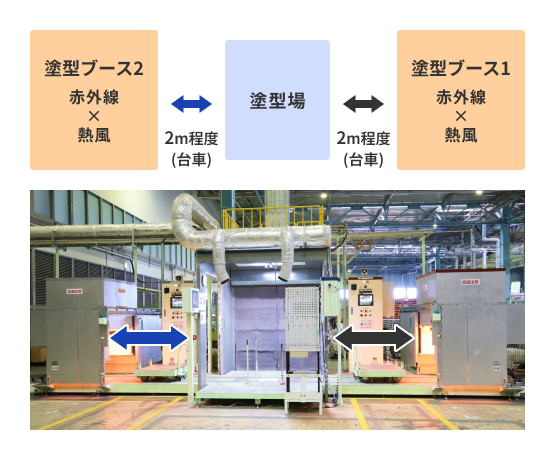
ポイント
- レール付きの台車を押し引きしてスライドで往復させるシンプルな移動方法に変更
- 移動回数が1日12回に削減
(3)安全な職場環境
従来の電気炉では雰囲気温度が500 度前後だったため、大きな開口部の熱に作業者がさらされるというリスクがありましたが、赤外線×熱風のハイブリッド塗型昇温ブースでは雰囲気温度が150~200 度となり、作業者の安全性が向上しました。
また、開口部も小さくでき、作業者が熱にさらされるリスクが大幅に低減できました。
自動化比率を高め、
魅力ある工場づくりを推進
現在は再昇温と一部の焼成工程のみで使用している赤外線×熱風のハイブリッド塗型昇温ブースを、将来的に、全ての金型の初期昇温、焼成工程に採用していくために、蓄熱性のさらなる向上を狙ってトライを続けています。また、豊田自動織機さまではガスを使った同様の工程があるため、赤外線×熱風のハイブリッド塗型昇温ブースへの転換によって安全性の向上と脱炭素を推進する予定となっています。
豊田
自動織機さま
鋳造工程は特性上、多くのエネルギーを必要とする分野であり、GXやカーボンニュートラルへの取り組みを一層推進していくことが重要だと考えています。
その実現に向けて、エネルギー分野に高い知見を有する中部電力ミライズさんには、今後も良きビジネスパートナーとして伴走いただきたいと考えています。
中部電力
ミライズ
「今回は赤外線×熱風のハイブリット加熱器単体だけでなく、断熱性や安全性を考慮したヒータブースも開発し、1つの塗型予熱設備として納品することができました。今後もさらに知見を蓄積し、対応できる事業領域を拡大していくことで、魅力ある工場づくりの一助となれるよう尽力していきます」


























豊田
自動織機さま
「塗型を1回おこなうごとに、焼成のために約300kg ある金型をウォーキーリフト(昇降操作が必要)を使って電気炉へ出し入れしなければならないため、多層塗型になると作業員の負担増はもちろん、エネルギー使用量やCO2排出量の増加、塗布時間の増加と課題が噴出。赤外線ヒータはそれら課題を解決する見込みがあったため、別工程で赤外線ヒータの導入実績があった中部電力ミライズへ相談しました」