index
原理
誘導加熱は、ワークに電流を流し直接加熱ができるため、加熱効率を高くすることができます。基本的には電気を流すことができるワーク(金属など)が加熱対象になります。
参考:一般社団法人日本エレクトロヒートセンターWebサイト
加熱コイルの設計
誘導加熱では、できるだけ局所加熱したい、全体を均一加熱したいなど加熱範囲によってコイルを設計します。
基本的なコイル形状としては、ソレノイドコイル(ワークを覆うようにコイルを巻く)、平面コイル(蚊取り線香のようにコイルを巻く)の2種類であり、これらを組み合わせてさまざまな形状を作ることも可能になります。
ワークとコイルの距離も重要であり、離れすぎると加熱できなくなることもあります。近い部分の発熱量が多くなる傾向があります。

ソレノイドコイル(ワーク乾燥利用)
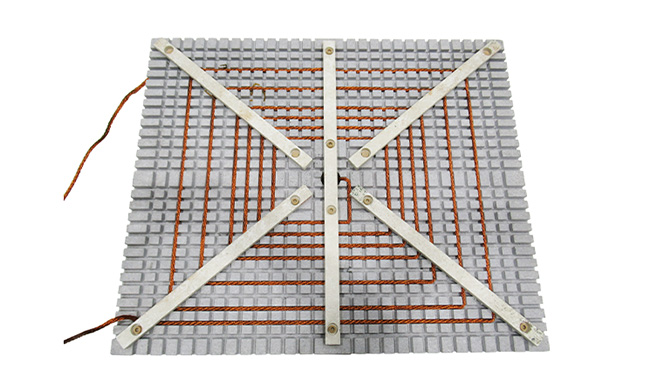
平面コイル(金型加熱利用)
電源の選定
できるだけ表面を高速で加熱したいなどのニーズがある場合は、電源の周波数を上げる必要があります。周波数は、コイルのインダクタンスによって影響するため、コイル形状、ワーク種類を検討のうえ、周波数領域を決めていくことになります。また、コイル、ワークや条件によって、コイルと電源の間に整合トランスが必要な場合もあり、比較的複雑な検討が必要になります。
当社ではお客さまのニーズに応じた、コイル設計、製作(試作)をすることができます。
高温だけでなく、中低温(40℃~200℃程度)でも誘導加熱の導入事例が増えています。
また、当社ではさまざま電源を保有しており、
お客さまニーズにマッチした誘導加熱試験を実施することができます。
試験装置例
| 試験装置名 (一例) |
特長 |
|---|---|
| 5~35kHz 25kW電源 |
コンデンサ可変+トランスでさまざまなニーズに対応 |
| 150~400kHz 10kW電源 |
高い周波数で局所加熱が可能 |
| 25~45kHz 1~20kW電源 |
小容量からコストを意識した選定が可能 |